Cách Hàn TIG - Chuẩn Bị Kim Hàn
Cách Hàn TIG - Chuẩn Bị Kim Hàn
Cách Hàn TIG - Chuẩn Bị Kim Hàn
Kỹ thuật hàn tig áp dụng trong các vật liệu hàn yêu cầu mối hàn có chất lượng cao,áp dụng cho các vật liệu mỏng và kỹ thuật
hàn tương đối khó.Để hàn đẹp thì ngoài kỹ thuật hàn ra còn liên qua đến nhièu vấn đề như :
Kim hàn,Chỉnh khí hàn,Dòng điện hàn...
Phân loại vật liêu để sử dụng mũi kim hàn
Trong hàn tig ,việc xác định được vật liệu hàn tức là sản phẩm mình định hàn là loại gì : sắt , nhôm,thép...
Mỗi một loại vật liệu thì ta có một kim hàn tương ứng và cách mài kim hàn khác nhau và có màu khác nhau ,thường ở thị
trường bán 2 loai đó là mũi hàn cho nhôm ,đặc điểm nhận dạng là trên thân mũi hàn có sơn màu xanh lá cây và loại thứ 2
là dùng cho các vật liệu còn lại như sắt,thép..đặc điểm có màu đỏ ở một đầu mũi hàn.
Tùy vào mục đích hàn mà ta có chọn loại kim hàn cho phù hợp
Hàn TIG ( Tungsten Inert gas) còn có tên gọi khác là hàn hồ quang bằng điện cực không nóng chảy (tungsten) trong môi trường khí bảo vệ - GTAW ( Gas Tungsten Arc Welding ) thường được gọi với tên hàn Argon hoặc WIG ( Wonfram Inert Gas)
Đặc điểm
Điện cực không nóng chảy.
Không tạo xỉ do không có thuốc hàn.
Hồ quang, vũng chảy quan sát và kiểm soát dễ dàng
Nguồn điện tập trung có nhiệt độ cao
Có ưu điểm là : Có thể hàn được kim loại mỏng hoặc dày do thông số hàn có phạm vi điều chỉnh rộng ( từ vài ampe đến vài trăm ampe). Hàn được hầu hết các kim loại và hợp kim với chất lượng cao. Mối hàn sạch đẹp, không lẫn xỉ và văng tóe. Kiểm soát được độ ngấu và hình dạng vũng hàn dễ dàng
Đây là hình ảnh một mỏ hàn tig đầy đủ :
Ứng dụng của phương pháp hàn TIG:
Phương pháp hàn TIG được áp dụng trong nhiều lĩnh vực sản xuất, đặc biệt rất thích hợp trong hàn thép hợp kim cao, kim loại màu và hợp kim của chúng…
Phương pháp hàn này thông thường được thao tác bằng tay và có thể tự động hóa hai khâu di chuyển hồ quang cũng như cấp dây hàn phụ.
Thường được sử dụng trong lĩnh vực hàng không vũ trụ,trong sản xuất xe không gian…
Sử dụng hàn các tấm mỏng,ống thành mỏng trong ngành công nghiệp xe đạp.
Thường được sử dụng trong quá trình phục chế sửa chữa các chi tiết bị hỏng,đặc biệt là các chi tiết làm bằng nhôm và magie .
Bây giờ chúng ta sẽ nói về cách mài kim hàn
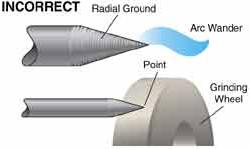
Hình dạng và cách mài điện cực có ảnh hưởng quan trọng đến sự ổn định và tập trung của hồ quang hàn. Điện cực được mài trên đá mài có cở hạt mịn và mài theo hướng trục như hình vẽ
Trước khi hàn ,mũi đầu kim điện cực được chuẩn bị thành 3 dạng: mũi cầu, mũi nhọn hoặc mũi tù.
Với loại vật liệu mỏng : như hàn vỏ máy Xquang,máy các thiết bị máy vỏ máy tính,nhất là các chi tiết bên trong của một vật liệu nào đó mà rất mỏng ,dễ bị thủng hay cháy thì phải mài mũi kim càng nhọn để tập trung nhiệt và hàn nhanh,tránh vật liệu vị thủng hay sùi ,biến dạng
Một kỹ thuật hay được sử dụng khi hàn các vật liệu mỏng,thậm chí là rất mỏng đó là phương pháp hàn không que bù. Chỉnh điện cho phù hợp trước hàn vật liệu mỏng thì bạn nên hàn thử ra một miếng vật liệu bó đi nào đó cùng loại với vật liệu mình chuẩn bị hàn..Sau khi đã chỉnh đươc điện chuẩn và khí chuẩn thì bạn bắt đầu hàn . Ở phần sau tôi sẽ chỉ cho các bạn biết cách hàn vật liệu mỏng bằng phương pháp hàn tig như thế nào.
Khi hàn với dòng hàn cao hơn nên làm tù mũi điện cực, để làm điều này chúng ta cũng mài nhọn điện cực như trên sau đó mài tù mũi điện cực đến đường kính khoảng 0.2 đến 0.7mm. Đầu điện cực tù sẽ bảo vệ điện cực khỏi bị phá hủy với dòng điện có mật độ quá cao.
Đặc biệt lưu ý khi mài xong kim hàn phải để kim hàn luôn sạch,không bám bẩn,mạt sắt và khi hàn phải luôn chú ý lượng khí để dưỡng mối hàn thường là khí Argon ,điều chỉnh lượng khí cho phù hợp với mối hàn...